

危機感と改善心が目的を明確にした
株式会社タカハシのDX化への挑戦
東京・荒川区西日暮里。いまだ下町風情が残る商店街に株式会社タカハシはある。創業から70年、打ち抜きプレス加工を専門とする卓越した“ものづくり”で自動車業界を支えている同社は、IoTやITを駆使した独自のシステムを導入し、業務効率化に成功している最先端の企業でもある。そのシステムとはどのようなきっかけで生まれ、どのような成果を生み出しているのだろうか。髙橋弘明代表取締役に話を聞いた。
-

株式会社タカハシ
代表取締役
髙橋 弘明 -


業種別DXのポイント
- 生産性向上のために事務所を廃止、本業に専念できる環境を整備
- 工程を一元管理する独自のシステムを開発、導入
- データを情報に変換させて生産能力を可視化
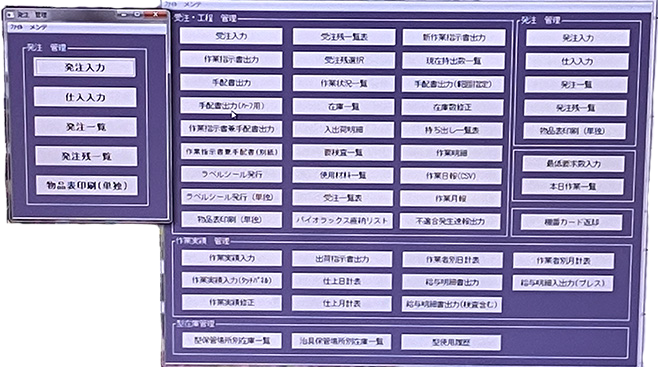
▲受注・工程の一元管理システム
「品質向上」と「時短」のために
髙橋氏が開発を決意した背景には「自動車業界の品質追求」と「月末の作業時間短縮」という2つの理由があった。自動車業界では2006年頃から品質に対する基準が高くなり、下請けである町工場にも徹底した品質管理が求められるようになった。さらに、QCD※1の向上を図るなかで業務を可視化したところ、最も忙しくなる月末に給与計算などの無駄な時間が取られていた。ただでさえ多忙な自動車業界でミスはひとつも許されない。常に高度な品質を保ち続ける責任があるからこそ、作業以外の仕事に時間を費やすことは致命的だ。「高品質」と「時短」の双方を同時に実現するシステムを生み出すことは、髙橋氏の使命でもあった。
「弊社は、プレスが材料を打ち抜く“バン!”という音でお金が生まれます。この音をできるだけ増やしていこうと。まずは事務所をなくして作業場を広くするところから始めました。そして、自社の工程を隅々まで洗い出し、目的達成のための手段を時系列で決定していきました。でもシステムを作った一番の理由は、月末に給与計算などの雑務に追われていた母をラクにしてあげたかったからなんです」。
※1「Quality(品質)」「Cost(コスト)」「Delivery(納期)」の略

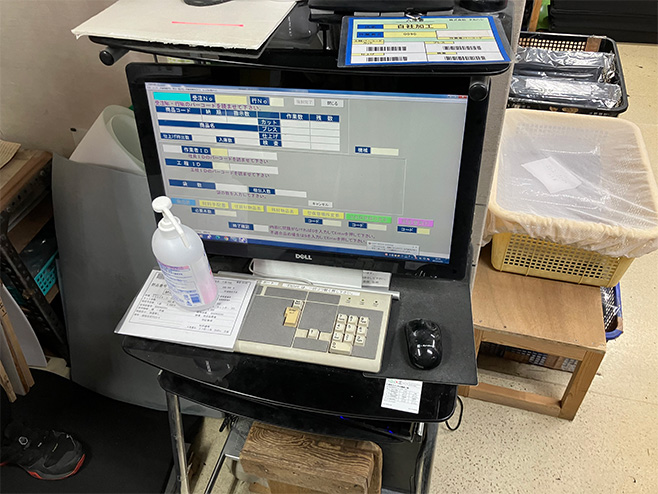
誰にでも使えるシステムを構築
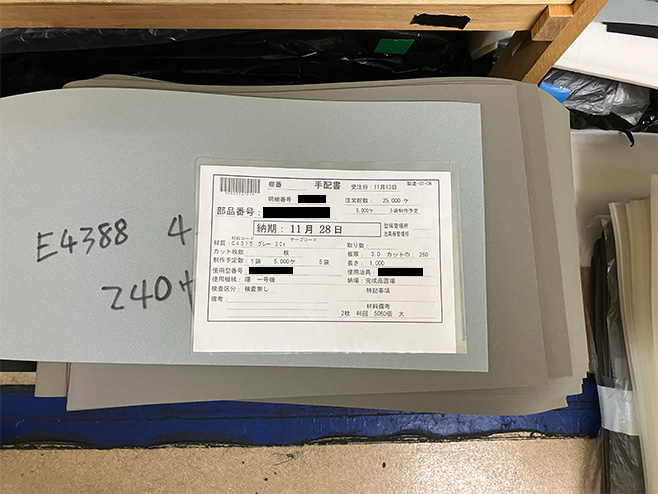
そこで開発されたのが、社内で「受注」「工程管理」「販売管理」「経理」のすべての工程をシームレスに管理できるシステムだ。お客様からの注文内容を入力した後は、必要最低限のキーのみで構成された歯抜けのキーボードとバーコード入力だけで進捗を管理できる。歯抜けのキーボードを導入した理由は、パソコンに触ったことがない高齢の従業員でもミスなく作業が進められるようにするためである。また、1つの注文に対して受注管理番号を発行し、作業指示書を自動で発行。従業員は自分のネームプレートに記載されたバーコードに読み込ませるだけで、カット、プレス、仕上げ、検査等の作業実績がリアルタイムで入力できる。スムーズにDX化を進めていくためには専門的な知識がない人でも簡単に使えるツールであることが重要だ。髙橋氏は「“スーパーのレジ”のような誰でも使えるシステムを構築することを心がけた」と語る。
ものづくりがわかるベンダーとの出会い
導入効果は如実に表れた。給与計算などに要していた内職の時間は半日から20分に削減され、多忙だった月末も本業に専念できるようになった。さらに、月数件あった作業忘れが0件になり、品質向上にも大きく貢献。注文された商品を正確にお客様の元に届けられるようになった。従業員の作業待ち時間削減やトレーサビリティ※2確保の自動化、ペーパーレス化なども実現した。しかし、その道のりは決して平坦ではなかった。ベンダーとの製作協議が難航し、システムの移行・稼働が実現するまでに1年半の時間を要したのだ。
「ものづくりをわかっているベンダーがいなかったので、自分の設計通りには進みませんでした。本来であれば、現場とベンダーが意思疎通できる通訳が必要なのですが、弊社のような中小企業には担当部署も専任の担当者もいません。そのために、費用感ではなく、現場の感覚を共有できるベンダーをトップダウン※3で選びました。今でも年に3、4回打ち合わせをしています」。
※2製品がいつ、どこで、だれによって作られたのか、どのような経路で運ばれてきたか等の情報を消費者が確認できる仕組み
※3経営陣が意思決定を下し、それに基づいて現場の従業員が動くこと
「危機感」と「改善心」を持って
髙橋氏が、今、新たに取り組んでいるのが、センシングだ。センサーを取り付けたプレスを振動させることで不良品の選別や故障を感知するシステムを開発している。さらに、照度、湿度、気圧、温度の差をデータ化して生産性を測る取り組みにも挑戦している。「データを情報に変える『情報変換の能力』が今後非常に重要になってきています。半分趣味のような感覚でやっていますが、個々に集積したデータをもとに評価基準を作成し人事評価にもつなげられたら」と将来の展望を語る。
髙橋氏は、アメリカの大学の出身。卒業後はIT企業への就職も視野に入れていたほど豊富な知識をお持ちの社長だ。現在も大学院に通い博士号取得に向けて勉強に励んでいる。そうした経験に則した一連の取り組みの中でDXのポイントとして挙げたのが「見える化=文章化」だ。
「誰が見てもわかるようにすることを“見える化”といいますが、それはつまり“文章にすること”です。日常の業務の中で気づいたことや変わったことを小さなメモでもいいので書いてみてください。それを従業員と共有することで議論が生まれます。その点を意識していただくだけでもDXのきっかけになります」。
そしてさらに、「自社の業務の流れを見直していくなかで、この作業だけはアナログで残したいという部分があればアナログでもいい。すべてをデジタル化させる必要はありません。自社の状況に合わせてITやIoTを有効活用することでD X化はより価値の高いものになると思いますよ」と髙橋氏はいう。中小企業の経営者の中には、DXに関心を持ちながらもデジタルに抵抗感があるために導入に踏み切れないという声も多くある。「デジタルorアナログ」の二者択一ではなく、「デジタル&アナログの最適化」という髙橋氏の思考は、そうした企業の後押しになるのではないだろうか。
髙橋氏は、「危機感と改善心」こそが、DXの真髄だと語る。
「セレンディピティという言葉がありますが、自分が常に何かこうしたいと思い続けている人は必ず成功します。重要なのは、危機感を持って常に自分たちの仕事を疑うこと。何十年やっている仕事の中にも、時間を無駄にしていることがあるかもしれない。時短を実現するためにどうすればいいかを考え続けると気付きにつながります。現状に満足せず、改善したいと思えば、どんどん改善できる。そこがあるかないかによって結果は違ってくると思います」。

アドバイス
自社の仕事をより価値のある仕事に変えていくのがDXです。DXは課題が見つけられれば、手段は簡単に見つけられます。そして、その前には必ず目的があって、その後に必ずプロセスがあります。“トライ&エラー”ではなく“トライアル&エラー”の精神で取り組むことが大切です。システム導入の際には私もお手伝いさせていただきます。貴社の目的と手段を確実に明確にしますよ。
| 企業情報 | |
|---|---|
| 企業名 | 株式会社タカハシ |
| 本社 | 〒116-0014 東京都荒川区東日暮里6-3-5 TEL:03-3806-5682 |
| 代表者 | 代表取締役 髙橋 弘明 |
| 設立 | 1948年4月1日 |
| 資本金 | 10,000,000円 |
| 従業員数 | 5名 |
| URL | http://gomukakou.com/index.html |
